Jeep Cherokee (XJ): Countershaft. Input shaft. Output shaft
DISASSEMBLY (1) Remove select fit snap-ring holding the countershaft
front bearing onto the countershaft (Fig. 95).
(2) Using Bearing Splitter P-334, a suitable spacer
on center of countershaft, and a shop press, remove
the countershaft front bearing from the countershaft.
ASSEMBLY (1) Remove any nicks or burrs on countershaft hub
with fine emery or crocus cloth.
(2) Position countershaft front bearing on end of
countershaft.
(3) Using Special Tool 8109 and a shop press,
press bearing onto countershaft.
(4) Select the thickest snap-ring that will fit into
the snap-ring groove of the countershaft (Fig. 95).
(5) Install snap-ring to hold countershaft front
bearing onto countershaft. DISASSEMBLY (1) Verify that the 3-4 synchronizer is in the neutral
position.
(2) Separate input shaft from output shaft (Fig.
96). Note that the output shaft pilot bearing is an
uncaged roller type bearing.
(3) Remove the output shaft pilot bearing rollers
from the input shaft and the output shaft.
1 - INPUT SHAFT ASSEMBLY (4) Remove the fourth gear synchronizer ring from
the input shaft (Fig. 97).
1 - BEARING (5) Remove the select fit snap-ring holding the
input shaft bearing onto the input shaft.
(6) Using Bearing Splitter P-334 and a shop press,
remove the bearing from the input shaft. ASSEMBLY (1) Position input shaft bearing onto input shaft.
(2) Using Driver L-4507, drive bearing onto input
shaft.
(3) Select the thickest snap-ring that will fit into
the snap-ring groove of the input shaft (Fig. 98).
(4) Lubricate output shaft pilot bearing bore of
input shaft with petroleum jelly.
(5) Install output shaft pilot bearing rollers in
input shaft bore (Fig. 99). Ensure to use sufficient
petroleum jelly to hold rollers in position.
1 - INPUT SHAFT (6) Install the fourth gear synchronizer ring onto
the input shaft.
(7) Install input shaft to output shaft. Use care
when mating the two shafts not to displace any output
shaft pilot bearing rollers. DISASSEMBLY (1) Remove input shaft and output shaft pilot
bearing rollers from output shaft.
(2) Measure and note thrust clearance of output
shaft gears (Fig. 100). Clearance should be 0.10 -
0.25 mm (0.004 - 0.010 in.).
(3) Remove output shaft fifth gear snap ring with
two screwdrivers (Fig. 101).
1 - SNAP RING (4) Using Bearing Splitter P-334 or suitable press
plates positioned under first gear, press fifth gear,
rear bearing, first gear, and first gear bearing inner
race off output shaft (Fig. 102).
(5) Remove first gear needle roller bearing from
output shaft.
(6) Remove first gear bearing inner race lock ball
with pencil magnet (Fig. 103).
(7) Remove first gear synchronizer ring.
(8) Using Bearing Splitter P-334 or suitable press
plates positioned under second gear, press 1-2 synchronizer,
reverse gear, and second gear from output
shaft (Fig. 104).
(9) Remove second gear needle roller bearing from
the output shaft or second gear.
(10) Remove select fit snap-ring holding the 3-4
synchronizer onto the output shaft (Fig. 105).
(11) Using Bearing Splitter P-334 or suitable press
plates positioned under third gear, press the 3-4 synchronizer
and third gear from output shaft (Fig. 106).
(12) Remove third gear needle roller bearing from
output shaft or gear.
1 - PRESS RAM
1 - LOCK BALL
1 - PRESS RAM
1 - 3-4 SYNCHRONIZER SNAP RING
1 - 3-4 SYNCHRONIZER ASSEMBLY TRANSMISSION ASSEMBLY INFORMATION Lubricate the transmission components with
Mopart 75W-90, GL 3 gear lubricant during assembly.
Use petroleum jelly to lubricate seal lips and/or
hold parts in place during installation.
Refer to (Fig. 107) during assembly for AX5 gear
assembly identification.
(1) Lubricate transmission components with specified
gear lubricant.
(2) If necessary, assemble 1-2 and 3-4 synchronizer
hubs, sleeves, springs and key inserts (Fig.
108).
(3) Install third gear needle bearing onto the output
shaft.
(4) Install third gear over bearing and onto output
shaft flange.
(5) Install third gear synchronizer ring to third
gear.
(6) Position the 3-4 synchronizer onto the output
shaft.
(7) Using Adapter 6747-1A and a shop press, press
the 3-4 synchronizer onto the output shaft.
1 - SNAP RING (8) Select the thickest snap-ring that will fit into
the snap-ring groove of the output shaft (Fig. 109).
(9) Install snap-ring to hold 3-4 synchronizer onto
output shaft.
(10) Verify third gear thrust clearance with feeler
gauge (Fig. 110). Clearance should be 0.10 - 0.25 mm
(0.004 - 0.010 in.). If clearance is out of specification,
refer to Cleaning and Inspection section within this
group.
(11) Install second gear needle bearing onto output
shaft.
(12) Install second gear over bearing and onto output
shaft flange.
(13) Install second gear synchronizer ring onto second
gear.
(14) Position 1-2 synchronizer assembly onto
splines of output shaft.
(15) Using Driver MD-998805, Adapter 6747-1A,
and a shop press, press the 1-2 synchronizer onto
the output shaft.
1 - SLEEVES
(16) Install first gear synchronizer ring into 1-2
synchronizer.
(17) Install first gear bearing inner race lock ball
in output shaft (Fig. 111).
(18) Install first gear needle bearing onto output
shaft (Fig. 112).
1 - FEELER GAUGE
1 - FIRST GEAR LOCK BALL (19) Install first gear onto output shaft and over
bearing.
(20) Install first gear bearing inner race onto output
shaft and inside first gear bearing. Rotate bearing
race until race installs over lock ball.
(21) Position output shaft rear bearing onto output
shaft. Ensure that the snap ring groove in bearing
outer race is toward rear of output shaft.
(22) Using Driver L-4507 and suitable mallet,
drive bearing onto output shaft. (23) Install snap-ring onto output shaft rear bearing
outer race.
1 - REAR BEARING (24) Check first-second gear thrust clearance (Fig.
113). Standard clearance is 0.10 - 0.25 mm (0.004 -
0.010 in.). If clearance is out of specification, refer to
Cleaning and Inspection section within this group.
(25) Position fifth gear onto output shaft with the
gear's short shoulder toward the rear of shaft.
Ensure that the gear and output shaft splines are
aligned.
(26) Using Adapter 6747-1A, Driver L-4507, and a
shop press, press fifth gear onto output shaft.
(27) Select the thickest snap-ring that will fit into
the snap-ring groove of the output shaft (Fig. 114).
(28) Install snap-ring to hold fifth gear onto output
shaft.Countershaft
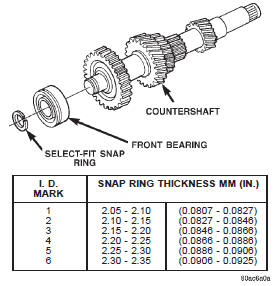
Fig. 95 Countershaft Front Bearing Snap-ringInput shaft
Fig. 96 Separate Input and Output Shafts
2 - OUTPUT SHAFT AND GEAR ASSEMBLY
Fig. 97 Input Shaft Components
2 - SYNCHRO RING
3 - INPUT SHAFT
4 - BEARING SNAP RING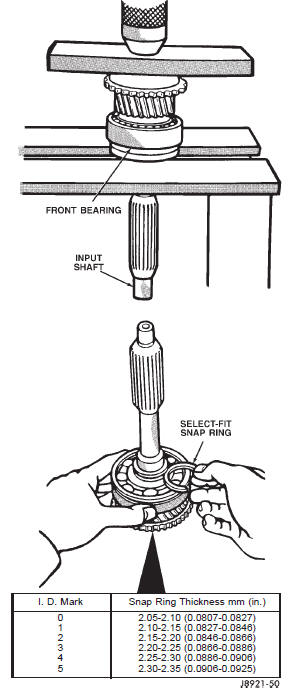
Fig. 98 Select Input Shaft Bearing Snap-ring
Fig. 99 Install Output Shaft Pilot Bearing Rollers
2 - BEARING ROLLERSOutput shaft
Fig. 100 Check Output Shaft Gear Thrust Clearance
Fig. 101 Remove Fifth Gear Snap-ring
Fig. 102 Remove Fifth Gear, First Gear Bearing, And Race
2 - OUTPUT SHAFT
3 - FIRST-FIFTH GEAR-BEARING ASSEMBLY
Fig. 103 Remove First Gear Bearing Inner Race Lock Ball
2 - PENCIL MAGNET
Fig. 104 Remove Second Gear, Reverse Gear, And 1-2 Synchronizer
2 - SECOND GEAR
3 - 1-2 SYNCHRONIZER HUB
Fig. 105 Remove 3-4 Synchronizer Snap Ring
Fig. 106 Remove 3-4 Synchronizer And Third Gear
2 - THIRD GEAR
Fig. 107 Geartrain Components
2 - FIFTH GEAR
3 - COUNTER GEAR
4 - BEARING
5 - LOCK BALL
6 - SYNCHRO HUB/SLEEVE
7 - SNAP RING
8 - SPACER
9 - COUNTER 5TH GEAR
10 - SYNCHRO RING
11 - 5TH SPLINE GEAR
12 - SNAP RING
Fig. 108 Synchronizer Identification
2 - HUBS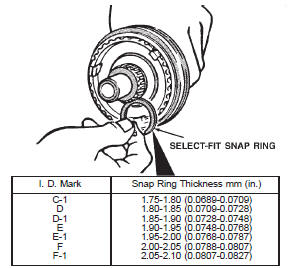
Fig. 109 Select 3-4 Synchronizer Snap-ring
Fig. 110 Check Third Gear Clear
2 - THIRD GEAR
Fig. 111 Install First Gear Bearing Inner Race Lock Ball
Fig. 112 First Gear Components
2 - INNER RACE
3 - FIRST GEAR
4 - NEEDLE BEARING
5 - FIRST GEAR LOCK BALL
Fig. 113 Check First-Second Gear Thrust Clearance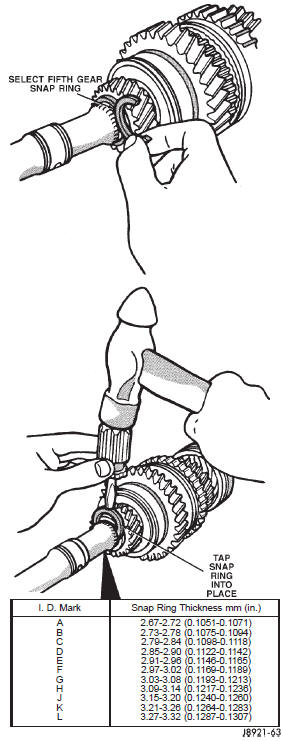
Fig. 114 Select/Install Fifth Gear Snap Ring

 Semi-synchronized reverse idler
gear
Semi-synchronized reverse idler
gear
Other materials:
Shift mechanism and geartrain
DISASSEMBLY
(1) Install suitable bolts and washers in intermediate
plate (Fig. 48). Then clamp plate and gear assembly
in vise. Use enough washers to prevent bolts
from touching. Also be sure vise jaws are clamped on
bolt heads.
Fig. 48 Positioning Intermediate Plate
1 - INTERMEDIATE PLAT ...