Jeep Cherokee (XJ): Fitting crankshaft main bearings
INSPECTION
Wipe the inserts clean and inspect for abnormal wear patterns and for metal or other foreign material imbedded in the lining. Normal main bearing insert wear patterns are illustrated (Fig. 34). In general the lower bearing half will a heaver wear pattern.
NOTE: If any of the crankshaft journals are scored, remove the engine for crankshaft repair.
Inspect the back of the inserts for fractures, scrapings or irregular wear patterns.
Inspect the upper insert locking tabs for damage.
Replace all damaged or worn bearing inserts.
FITTING BEARINGS (CRANKSHAFT INSTALLED)
The main bearing caps, numbered (front to rear) from 1 through 5 have an arrow to indicate the forward position. The upper main bearing inserts are grooved to provide oil channels while the lower inserts are smooth.
Fig. 34 Main Bearing Wear Patterns
1 - UPPER INSERT
2 - NO WEAR IN THIS AREA
3 - LOW AREA IN BEARING LINING
4 - LOWER INSERT
Each bearing insert pair is selectively fitted to its respective journal to obtain the specified operating clearance. In production, the select fit is obtained by using various-sized color-coded bearing insert pairs as listed in the Main Bearing Fitting Chart. The bearing color code appears on the edge of the insert.
The size is not stamped on bearing inserts used for engine production.
The main bearing journal size (diameter) is identified by a color-coded paint mark on the adjacent cheek. The rear main journal, is identified by a colorcoded paint mark on the crankshaft rear flange.
When required, upper and lower bearing inserts of different sizes may be used as a pair. A standard size insert is sometimes used in combination with a 0.025 mm (0.001 inch) undersize insert to reduce the clearance by 0.013 mm (0.0005 inch). Never use a pair of bearing inserts with greater than a 0.025 mm (0.001 inch) difference in size. Refer to the Bearing Insert Pair Chart.
BEARING INSERT PAIR CHART
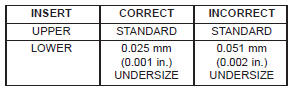
NOTE: When replacing inserts, the odd size inserts must be either all on the top (in cylinder block) or all on the bottom (in main bearing cap).
Once the bearings have been properly fitted, proceed to Crankshaft Main Bearing-Installation.
BEARING-TO-JOURNAL CLEARANCE (CRANKSHAFT INSTALLED)
When using Plastigage, check only one bearing clearance at a time.
Install the grooved main bearings into the cylinder block and the non-grooved bearings into the bearing caps.
Install the crankshaft into the upper bearings dry.
Place a strip of Plastigage across full width of the crankshaft journal to be checked.
Install the bearing cap and tighten the bolts to 108 N·m (80 ft. lbs.) torque.
NOTE: DO NOT rotate the crankshaft. This will cause the Plastigage to shift, resulting in an inaccurate reading. Plastigage must not be permitted to crumble. If brittle, obtain fresh stock.
Remove the bearing cap. Determine the amount of clearance by measuring the width of the compressed Plastigage with the scale on the Plastigage envelope (Fig. 35). Refer to Engine Specifications for the proper clearance.
Fig. 35 Measuring Bearing Clearance with Plastigage
1 - PLASTIGAGE SCALE
2 - COMPRESSED PLASTIGAGE
Plastigage should indicate the same clearance across the entire width of the insert. If clearance varies, it may indicate a tapered journal or foreign material trapped behind the insert.
If the specified clearance is indicated and there are no abnormal wear patterns, replacement of the bearing inserts is not necessary. Remove the Plastigage from the crankshaft journal and bearing insert. Proceed to Crankshaft Main Bearing-Installation.
If the clearance exceeds specification, install a pair of 0.025 mm (0.001 inch) undersize bearing inserts and measure the clearance as described in the previous steps.
The clearance indicated with the 0.025 mm (0.001 inch) undersize insert pair installed will determine if this insert size or some other combination will provide the specified clearance. FOR EXAMPLE: If the clearance was 0.0762 mm (0.003 inch) originally, a pair of 0.0254 mm (0.001 inch) undersize inserts would reduce the clearance by 0.0254 mm (0.001 inch). The clearance would then be 0.0508 mm (0.002 inch) and within the specification. A 0.051 mm (0.002 inch) undersize bearing insert and a 0.0254 mm (0.001 inch) undersize insert would reduce the original clearance an additional 0.0127 mm (0.0005 inch). The clearance would then be 0.0381 mm (0.0015 inch).
CAUTION: Never use a pair of inserts that differ more than one bearing size as a pair.
FOR EXAMPLE: DO NOT use a standard size upper insert and a 0.051 mm (0.002 inch) undersize lower insert.
If the clearance exceeds specification using a pair of 0.051 mm (0.002 inch) undersize bearing inserts, measure crankshaft journal diameter with a micrometer. If the journal diameter is correct, the crankshaft bore in the cylinder block may be misaligned, which requires cylinder block replacement or machining to true bore.
If journals 1 through 5 diameters are less than 63.4517 mm (2.4981 inches), replace crankshaft or grind crankshaft down to accept the appropriate undersize bearing inserts.
Once the proper clearances have been obtained, proceed to Crankshaft Main Bearing-Installation.
MAIN BEARING JOURNAL DIAMETER (CRANKSHAFT REMOVED)
Remove the crankshaft from the cylinder block (refer to Cylinder Block - Disassemble).
Clean the oil off the main bearing journal.
Determine the maximum diameter of the journal with a micrometer. Measure at two locations 90 apart at each end of the journal.
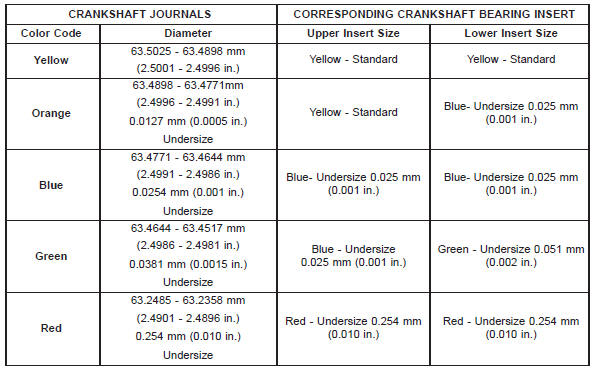
The maximum allowable taper and out of round is 0.013 mm (0.0005 inch). Compare the measured diameter with the journal diameter specification (Main Bearing Fitting Chart). Select inserts required to obtain the specified bearing-to-journal clearance.
Once the proper clearances have been obtained, proceed to Crankshaft Main Bearing-Installation
MAIN BEARING FITTING CHART
 Connecting rod bearings-fitting
Connecting rod bearings-fitting
 Form-in-place gaskets. Engine performance. Honing cylinder bores
Form-in-place gaskets. Engine performance. Honing cylinder bores
Other materials:
Removal and installation
Horn relay
REMOVAL
(1) Disconnect and isolate the battery negative
cable.
(2) Remove the fuse access panel by unsnapping it
from the right cowl side inner trim panel (Fig. 3).
(3) Remove the push nut that secures the right
cowl side inner trim panel to the junction block stud.
(4) Remov ...